聚四氟乙烯生料带之压延机简介(2)
时间:2009-05-24 | 栏目:行业应用 | 人参与讨论
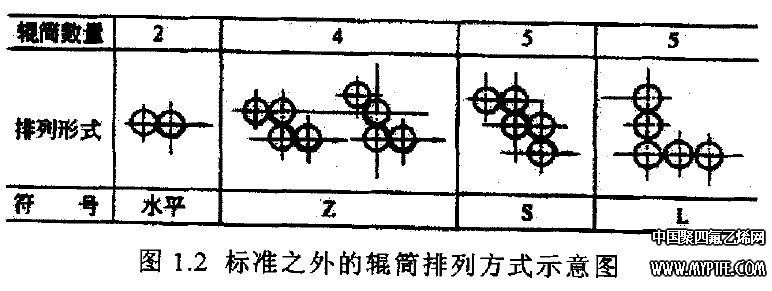
在标准规定之外,辊筒的排列方式还有水平形、Z形和由5个辊筒组成的S形和L形,如图1.2所示:
两辊压延级分I形和水平放置两种类型。其中,I形排列方式主要用于两辊和三辊压延机,这种辊筒排列结构形式使得设备结构简单,制造容易,生产制造费用较低,占地面积小,重量较轻,电机功率利用较经济。它的缺点是上料比较困难,一般需要手工上料,造成上料不均匀,成型薄膜制品质量欠佳,主要是薄膜厚度的均匀性及误差较大。
厂方原有的压延机采用I形两辊压延机,有其压延材料具有特殊性的原因。因为聚四氟乙烯的延展性能优异,易于将聚四氟乙烯棒料压延成所需厚度的薄膜,两辊以上的类型主要用于一次压延难以实现目标的情况;其次,挤压成形的聚四氟乙烯棒料的粘度很大,完全能够将后续进料带入压延机辊筒之间,且根据前道挤压工序的特点,聚四氟乙烯棒料可以无限长,这就极大地克服了以上I形压延机上料困难的缺陷。I形两辊压延机降低了压延机的生产制造的成本,易于为中小企业服务。
压延机辊筒所受物料的反作用力通常很大,所以压延机需要有足够的机械强 度,压延机的结构就十分重要。如果把辅助装置分开来讨论,压延机的主要结构有:
1) 机架用铸铁或钢制成的底座;
2) 机架分别架设在底座两侧,用以支承辊筒轴承、轴交叉或辊筒的反弯曲装置、辊筒调节装置、润滑油管及其它辅助设备的板架。它一般是用铸铁制成的直接 架设在机座上面,在它的上面用横梁固定;
3) 压延辊筒有圆柱形和腰鼓形(有中高度)两种,是塑料压延成型的重要部件。压延机的规格用压延辊筒的长度和直径的大小来表示。